
ժҪ�����҇���늉��������aƷ�У��漰��N�Љ��������p���ȵ�ԇ��о������ں��p�Nࡢ����Ҫ��ߣ�ȱ���l�������Љ������p�ĘO��ͨ�^���aƷ�Y����ʽ��ʹ����r���F�м��gˮƽ�ȸ�������о������b�ò���ˮ / ��ü����P�x���B���b���γɉ���ԇ��·����ʽ����Ɍ������������^���ȼ����p���ܷ���r��ԇ�Դ_���aƷ�������c�|����
1 �b����;
ˮ���≺�b�������ڮaƷ�����^�����M�Љ���ԇ�r�B�Ӄx����ˮ�á���õ��b�ã��γɉ���ԇ��·��
2 �F��ʹ����rչʾ����D 1��
3 ˮ���≺ԇ�Ҫ��
3.1 ˮ��ԇ�Ҫ��
�aƷ�M��ˮ��ԇ�r�����b���OӋҪ�����£�
��1���ܷ���Ҫ��ˮ��ԇ��·����·�������B��λ�þ��߂��^�ߵ��ܷ��ԣ��ڮaƷˮ���^���У������S���Fй©����r��
��2�����������bҪ��
ˮ��ԇ�r����ͬһ���bλ��������Ҫ�ɉK��������̎���Qֱ��B��0MPa �rָ�ƽ�е��棩���c��ͬ�r�����������bλ�ñ�횸��ڮaƷ#���c��
��3���Ś�Ҫ��
����ijЩ�ܽY��Ӱ푵ĮaƷ�����磬�aƷ�Mˮ�ڵ��ڮaƷ����#���c�����B�Ӊ������ܵĮaƷ�B��̎���ڮaƷ����#���c���˕r������ˮ��ԇ�ǰ���O�Ś��b�ã�һ�˹̶��ڮaƷ#���c����һ�ˌ��뉺�����ܹ�·�У��Ա㌢�aƷ���К��w�ų���
3.2 �≺ԇ�Ҫ��
�M�К≺ԇ���B�ӹ�·�������^�ߵ��ܷ��ԣ���ԇ��^���в����Sй©���������B��λ�ü������o����Ҫ�����aƷ���Hʹ�������O�á�
3.3 ˮ���≺��ȫҪ��
���M��ˮ��ԇ��≺ԇ�r���谴�����PҎ�̣��硶ˮ��ԇ�Ҏ�̡����≺ԇ�Ҏ�̡��M�в�����ͬ�r������֮ǰ����z���b�ù�·���B����r���ܷ���r��
4 �b���OӋ�^��
4.1 �OӋ��ʽ
4.1.1 ˮ��ԇ��·�OӋ��ʽ
ˮ��ԇ��·�������������B���b�á���·�B���b�á��Ś��b�á�
��1���������B���b���OӋ��ʽ���������B���b���OӋ�Y����ʽ�֞�ɷN��ֱ��ʽ���Տ�ʽ����D 2��3 ��ʾ��
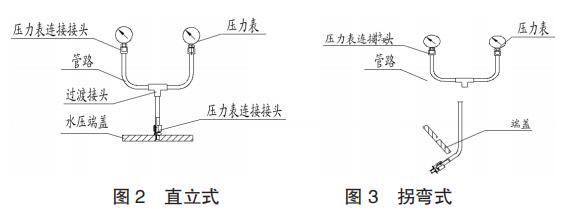
ֱ��ʽ�Տ�ʽ�Y�����xȡȡ�Q�ڮaƷˮ�����w��λ�á��������B���b�õĽY��Ҫ���C�ɉK���������Qֱ��B���������B���b�ð������������B�ӽ��^����·���^�ɽ��^����ͨ����ˮ�����w�B�ӽ��^�������������ӿڳߴ��OӋ���c֮�M���ݼy�B�ӵĉ������B�ӽ��^���ݼy�B��̎���p���ώ������K�M���ܷ⣬�������c�������B�ӽ��^֮�g�������~�|Ƭ�M���ܷ⡣�������ӿڳߴ����rʹ�ýӿڳߴ�M20×1.5 ��������
��2����·�OӋ�Y����ʽ����·�B���b���OӋ�Y����ʽ��D 4 ��ʾ
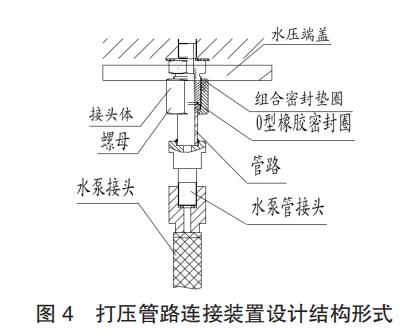
��·�B���b�ð���ˮ�ùܽ��^����·�Լ��cˮ�����w�B�ӽ��^��
�b�Ãɶ˾��� M20×1.5 �ݼy�B����ʽ�քe�cˮ�ý��^��ˮ�����w�B�ӡ���·ͨ�^���� 0 �����z�ܷ�Ȧ�ͽM���ܷ�|Ȧ�M���ܷ⣬�ݼy�B��̎�����p���ώ������K�M���ܷ⣬ˮ�����w���ݼy��һ��ߴ�� M20×1.5��
��·�����к��pλ�õĺ����xȡ�������_�����p��Ч����e���ڱ��������棬�����Ǻ��p�M��̽����I ���ϸ����⣬ᘌ����õĮaƷ�Y����ˮ��ԇ��·�OӋ�ɸ����aƷҪ���OӋ��������ʽ����ij�aƷ��·�Y����ʽ��D5 ��ʾ��
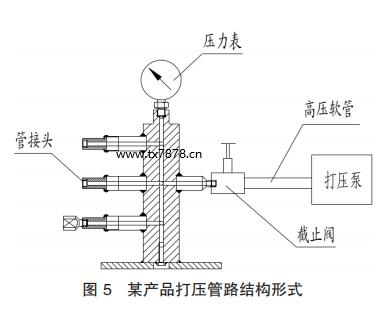
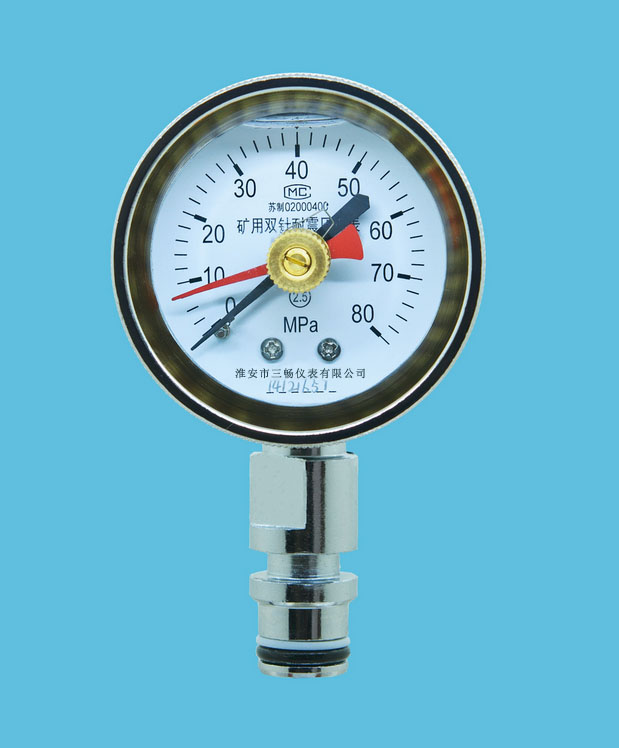
���ړQ���ͬ�r��Ҫ����ܴ�ˮ�����b���OӋ��“һ����”�������b�ã��Mˮ��һ���c��ֹ�yͨ�^ NPT3/8”�ݼy�M���B�ӣ�����һ�Ȟ����ܽ��^ͨ�^�߉�ܛ���c�Q��ܾo�̡��Ɍ��F 9 ���Q���ͬ�rˮ����ˮ�������� 36MPa��
��3���Ś��·�OӋ�Y����ʽ���Ś��·�B�ӽY����ʽ��D 6 ��ʾ��
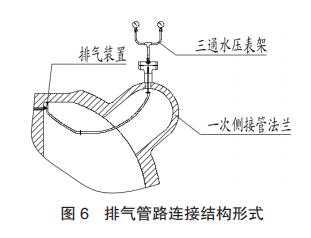
�Ś��·��Ҫ�֞��Ś���Լ��c�aƷ�B�ӹ̶��b�á����У���M���坍��Ҫ���Ś�ܞ鲻�P䓲��|�������Ś����ˮ���^���в��܉�������ߴ�Ҏ����Ҫ�M���Ś����ɡ��Ś��һ���c�ܿ�ͨ�^��Û��˨�������Ŀ����������K�o�̣���һ���c�B�ӷ��m�c���ι̡����ڲ�ͬ�aƷ�ĽY����ʽ���ɸ������H��r�OӋ�̶���ʽ��
4.1.2 �≺ԇ��·�OӋ��
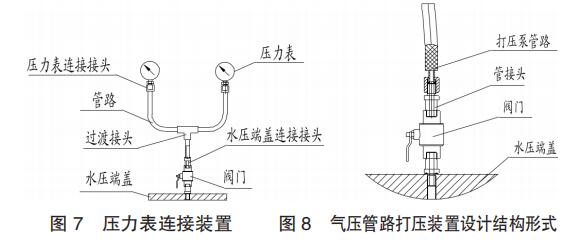
�≺ԇ��·�������������B���b�á��≺��·���b���OӋ�Y����ʽ��D 7���D 8 ��ʾ���≺�cˮ��ԇ����·�B���b�ò�֮ͬ̎��Ҫ�w�F�����ɷ��棺
��1���≺ԇ����ý��|��Ҋ���п՚⡢�����Լ����Ԛ��w�ȣ����OӋ�r����ԓע�����ý��|�c���|�Ƿ�ƥ�䡣���z©�������������B�ӽ��^�c���������̎���É|Ƭ����ķ���ϩ���|��������ʹ�����~�|Ƭ��
��2���ڴ��c�aƷֱ����Ҫ���Oһ���y�T��
4.2 �����OӋע�����
��1������Ҫ��·�����к��pλ�õĺ����xȡ�������_�����p��Ч����e���ڱ��������棬�����Ǻ��p�M��̽����I ���ϸ�
��2���y�T���bҪ���������^����B��λ����ɹ�·й©����ˮ���≺ԇ��b���пɸ������H��r���O�y�T�������ڱ��Ҫ���y�T���OӋ��r���ډ������·������b���M�ڶ����O�y�T�����y�T�IJ�ُ�������eҪ�ɶ˵��B�ӷ�ʽ���͉������ܷ���Ҫ��ȡ�
5 �OӋ����
5.1 ���l���Q���ˮ��ԇ�
��1�����}���������M�ГQ���ˮ��ԇ�r����·�B�Ӳ������M�� 36MPa ˮ��ԇ��^���г��Fй©�F��
��2��ԭ�������O �����zȦ�ܷ�Ч�����ѣ��Cеʽ�ܷ�o���M��ˮ��ԇ�Ҫ��
��3�����ķ�ʽ�����ܽ��^�c�b�����w�����M�к��ӣ��əCеʽ�Ğ麸��ʽ��
5.2 ���A����ˮ��ԇ�
���M�а��A�����ܳ�ˮ��ԇ�ǰ��ˮ����ͨ�^ˮ���D�Q���^�cˮ�����wֱ���B�ӵ���ʽ��ˮ��ԇ������^���п��ܕ����F�L�U����ˣ����h���Mˮ��·ˮ���c�aƷ֮�g����һ����ֹ�y���ڙz�yˮ�û��߮aƷ��©�c��
6 �Y�Z
�C���������S���ƌWˮƽ�IJ�����ߣ��˂������|���������ҲԽ��Խ�ߣ��@ͬ�rҲ�o���a����I����˸��ߵ�Ҫ���������ИI�еĉ����������p���șz�g�ѽ��ɞ�δ���lչ�е������������ڱ��C�aƷ�|����ͬ�r��Ҳ��ʡ�����a�ɱ������aƷ�o�p����ʹ����ӷ����Ј��lչ��څ�ݣ��Ƅ�����I�IJ���lչ���M����














 �Pע�҂� ���F���A
�Pע�҂� ���F���A