
ժҪ������(n��i)ij��˾�B�m(x��)���� �Уӣ��b�ò��� �գϣй�˾�ṩ�� �Уϣ̣٣£ţģԣ� �Уӣ��ἃ��⼼�g(sh��)����Ӌ�������������� ���Ã���ͬ�r���������ξ�����ߚ������ʣ�������ś_ϴ��ˇ���������M���������Ļ�Ϛ����ἃ���x������ ���� �������Ě�⣬�ͳ���^(q��)�����ܾW(w��ng)�����������a(ch��n)�^���У���̖����̖������ͻȻ��й���ٶ�׃�����������_ϴ�r �g���L�������Ͼ�����_ϴ�r�g���L�����Ͼ�ʧ��������(j��) �Уӣ��b���\�����ԣ�ԭ�Ϛ�ĽM���Լ��̿� �y�_��׃��څ�ݣ����؏Ĺ�ˇ������� ��̖����̖�������Ͼ�ʧ����ԭ�����������ʩ��
�� �Уӣ��b�ý�B
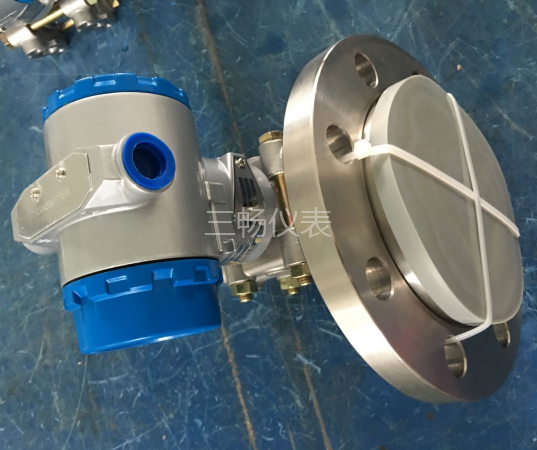
׃���������У��������ӣ�����������������Уӣ����� һ�N���������������c�������^�̛]�л��W������ �����^���M�ИO�죬���c�����ĸ������|(zh��)�g�ĄӑB(t��i) ƽ����˲�g������ɣ��@�N��������ȫ����ģۣ��ݡ�
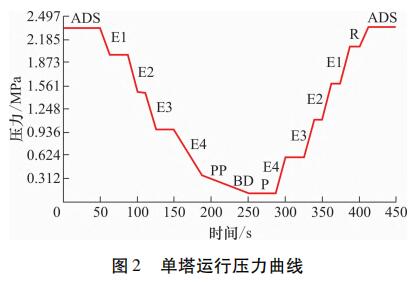
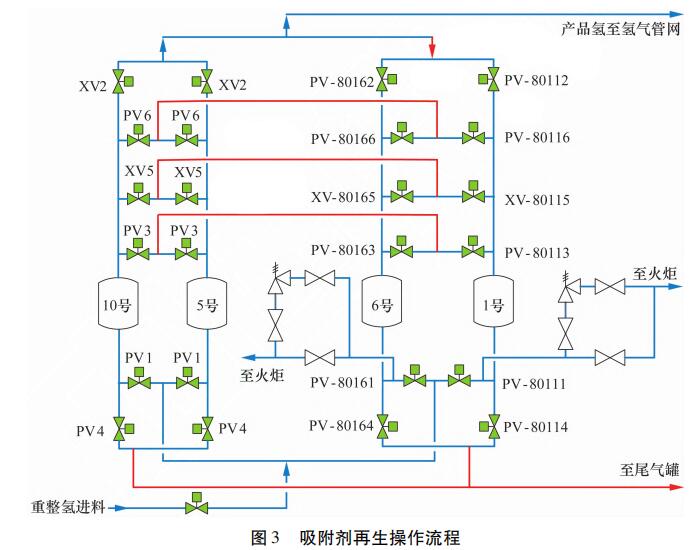
�Уӣ��b�����������ԭ�ϣ�����׃�������� ���ἃ���g(sh��)���Ļ�Ϛ����ἃ���x�����ȴ��� �������Ě�⣬�ͳ���^(q��)�����ܾW(w��ng)�����ԭ�Ϛ� ���ἃ���ʣ��� �Уӣ������������ƚ��b���D(zhu��n) ���t��ȼ�ϣ���ˇ������D ����ʾ��
�� ���Уӣ��b���\�����Խ�B
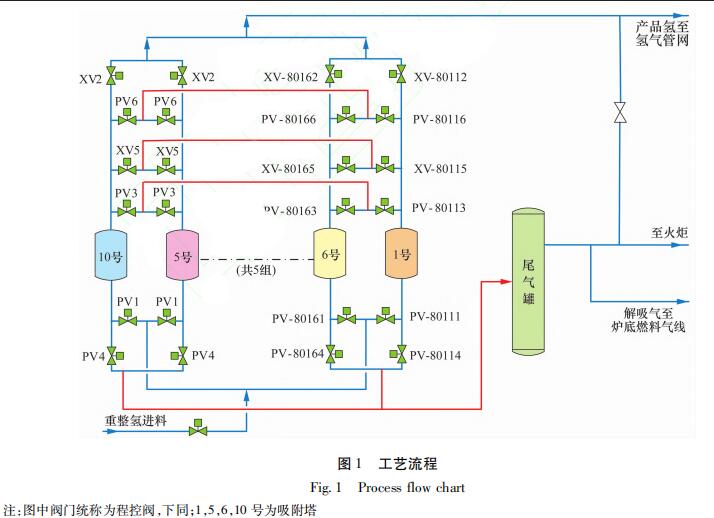
����(j��) �Уӣ��b���\�����ԣ�����׃�������^�� ͨ�������������ģӣ����������������������ţ����ţ����� 혷ţ��УУ�����ţ��£ģ����_ϴ���У������������ţ��� �ţ����ͽK�䣨�ң��Ȳ��E�M�ɣ��\�Љ���������D �� ��ʾ��
�M�Ϛ�ͨ�^�ײ��M���y�M�����������s�|(zh��)�� �x���������������Y(ji��)������������������һЩ�s �|(zh��)���������ײ����s�|(zh��)#�࣬��Խ��픲��s�|(zh��)Խ �١�ͨ�^һϵ�е����p������������픲� ���՚�⣬��������������ļ��������������� ���ľ����͛_ϴ�����С� �s�|(zh��)����������ǰ���D(zhu��n)�ƣ����ṩ�_ϴ���� �Y(ji��)���r���s�|(zh��)ǰ������#��λ�ã��ڛ_ϴ����Y(ji��)�� �r���s�|(zh��)ǰ������������#�ӣ�����ѭ�h(hu��n)ʹ���� �������M�����F(xi��n) �Уӣ��������������ۣ��ݡ�
���� ���}�����
�������Ԅ��x���ж�Nԭ�������y�T���ϡ� ����������׃�������ϡ��ŷŽY(ji��)������δ�_�����K ��Y(ji��)������δ�_�����ṩ�_ϴ����δ�_�����ŷ�ƫ ��K��ƫ��ṩ�_ϴƫ��^�����O��ֵ�ȡ� ���������a(ch��n)�^���У���̖����̖������ͻȻ��_ϴ �r�g���L�����Ԅ��x�������ų��̿��y������׃ �������O����Ϻ����Ͼ�����_ϴ�r�g���L ���_ϴ�ٶ�ƫ���^��С�� �������ͣУᣩ���� �Ͼ�ʧ����
�� ԭ�����
������ ֱ��ԭ��
��̖����̖������й���ٶ�׃�����������_ϴ �r�g���L���_ϴ�ٶ�ƫ���^��С�� ������ �ͣУᣩ����������Ͼ�ʧ����
������ �g��ԭ��
�����������b�������C����ܷ�Ğ鵪���ܷ� �r���Уӣ�����ϵ��(sh��)�� ���������� ������������ϵ��(sh��) ������ ������ԭ�Ϛ��s�|(zh��)������Ȼƫ�ߣ������������� ���������صס� �������̿��y �أ֪��������������أ֪�������������(n��i)©���ء� �������_ϴ����̿��y �У֪��������������b������ �\�Еr�_���^�����������ϵij̿��y�_��ƫ��
������ ����ԭ��
�Уӣ�����������Ⱦ�����������½�����ɮa(ch��n)Ʒ �s�|(zh��)�����_ϴ���ܶ�׃���ṩ�_ϴ������� �½�������(j��)�F(xi��n)������ӛ䛣��ڮa(ch��n)Ʒ�伃���½��� �Уӣ�����ϵ��(sh��)�� ���������� �������������½���� �Уӣ�����ϵ��(sh��)��Ȼ�^�ߣ����ṩ�_ϴ�r�_ϴ���� �ĵ���M�����ӣ����w�ܶ����ӣ��Ķ�ʹ�y�T�_�� ���ӣ��Ա���ߛ_ϴ������١����ǣ��_ϴ�����s �|(zh��)���ӣ��������������صף����M�����������ӵ� �s�|(zh��)���S�������r�g�����Ӷ�׃��ۣ��ݡ�
�Уӣ��b���������\���^���Пo���ھ��z�yԭ �Ϛ����s�|(zh��)��������������ģʽ����ѭ�h(hu��n)�\�У�ʹ �����������������_��ͣ��ھ�������Y(ji��)���� ����������Y(ji��)�������������ڛ_ϴ���ԭ�Ϛ⣬ �ܶ��_��#��ֵ���y�T�_��Ҳ#������������Ⱦ ʹ���������½������ԭ�Ϛ��s�|(zh��)���������� �ӣ��Уӣ������\����r�£��������ṩ�_ϴ�⑪�� ����⣬�����������s�|(zh��)��Ⱦ�����ṩ�_ϴ�� �Ğ�ԭ�Ϛ⡣����cԭ�Ϛ���ܶȲ�ͬ����ͬ�r �g��(n��i)ͨ�^��ͬ�M����e�Ě��w������ͬ������� ���������ٶȲ�ͬ��#�K��_ϴ�r�g���L���� �������¾���
����(j��)�F(xi��n)����r���z��_ϴ����̿��y���У֪� ���������������_����r���ڵ��´��������Ͼ��^�� �У��̿��y���У֪��������������ںܶ̕r�g��(n��i)�y�T���ʬF(xi��n) ��ȫ�_��B(t��i)��
�Y(ji��)�ϛ_ϴ����̿��y���У֪��������������_��׃�� څ�ݡ��a(ch��n)Ʒ�伃���½�څ�ݡ�ԭ�Ϛ��е��⺬��׃ ��څ���Լ������b�������C����ܷ���Q������ ��ĕr�g���������ߕr�g�c�Ǻϣ��M���Д�ԭ�Ϛ� �е��⺬�����ӣ��������������������Ⱦ��Ӱ� ������й���ٶȣ�������������Ͼ��\��ʧ���� ����ԭ��
5��������ʩ
���������й��ϵij̿��y�M���¾��S�ޣ�ʹ�� �_����à�B(t��i)��ԓ�b�ó̿��y������ܛ�ܷ���ʽ ���pƫ�ĵ��y���УԣƣŲ��|(zh��)��ܛ�ܷ��ϵ�ʹ�ã��� �����y�w�ɱ������о����y�ĵ����c�y��ʼ�K̎ �ڔD����Ħ����B(t��i)�����]Ť���^��ĥ�p�쌧���y �Tʹ�É����̡��̿��y�_�P�l�����ټ��������� ���ۉm�Ĵ��ڣ��ۉm�S��ˇ���|(zh��)һ�����������y�T ���ܷ�����ڛ_�g������y�T�ܷ���p���M����(n��i) ©�ۣ��ݡ��l���_�P߀���������ܷ����õ�ܛ�y�� �Ɠp���ϻ��F(xi��n)����أ�ʧȥ����׃�Σ��y�T�P�]�r�y ���c�y�����������N���ܷ⣬�����y�T��(n��i)©�ۣ��ݡ��� �¾��ij̿��y �У֪��������������أ֪��������������أ֪������������M�� �z�飬�����y���ܷ���p����ܛ�y��׃�ε���r�� �˕r���y���M�м����۸����۸�����y���ܷ��� �p����ȫ����������ܛ�y���M�и��Q��
���������B�m(x��)�����b�������C�����ܷ�Ğ�� ���ܷ⣬ʹ �Уӣ��b��ԭ�ϽM���_���OӋҪ�� �����w�e�֔�(sh��)С�� ������
���������b�ìF(xi��n)�����������ϵ��η��m����׃���� �УԪ��������������УԪ������������Լ��y�T��λ������Ӎ�����M �Йz�飬�ų��x�����ϡ�
�������Уӣ���������������ä����x�����Ĺ� ˇ���̣��Įa(ch��n)Ʒ������y �أ֪�����������̎ͨ�^���y �����湤ˇ��������a(ch��n)Ʒ��⣬������Ⱦ������ ���������䉺�� �������ͣУ����ϣ��İ�ȫ�y����̎ �ſգ���ԓ��������M�К���ÓQ������������ ���s�shou�μ���������������Իָ��Ժ��ָ��?����ˇ���̣����ղ���Ҏ(gu��)��ʹ�������Ͼ��\�У��� �����������̲���Ҋ�D ����
�� ���z��
�Уӣ��b�� ��̖����̖�������ɹ��Ͼ��\�к� �z��_ϴ����̿��y���У֪����������������_����r���� �_�����Ͼ��r�� ��������u������ ���������f������ �����ܻ֏����á�
�� �Y(ji��)���Z
���ճ��IJ����^���У��Уӣ��b���������Ԅ� �x���ж�N���ӵ�ԭ���磺�������Uɢ�艺��׃������ �ϡ������\���и�������ĉ���ƫ��^�����O ��ֵ���У̣��Դ���ϡ��y�T���ϵȵȡ��@��Ҫ��� ���ˆT����(j��)��ͬ��ԭ����������Ľ�Q���ߡ� ͬ�r�����r�Pעԭ�Ϛ⼰�a(ch��n)Ʒ��ķ�����(sh��)��(j��)������ ���b���{(di��o)�������Уӣ��b�ø������r�{(di��o)������ ����(sh��)��λ���ڱ��C�a(ch��n)Ʒ�|(zh��)���ϸ����r�£�ͨ�^�� �������������\���������Д�̿��y�Ą������_�� ׃����r�Éģ���ǰ�A�� �Уӣ��b���\�Р�B(t��i)�����C �Уӣ��b�÷�(w��n)���\�С�









 �Pע�҂� ���F(xi��n)���A
�Pע�҂� ���F(xi��n)���A